Description
M-CERAMIC 403 – Epoxy Ceramic Wear Compound – High Abrasion & High Temperature
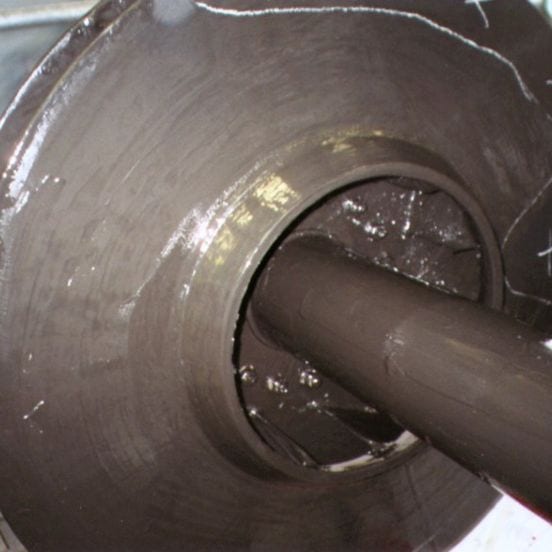
Is a two-component solvent free Epoxy Novolac Ceramic Wear Compound containing graded 1.5mm ceramic beads for extreme wear environments from fine particles & wet slurries.
Once cured the repair materials can withstand immersion temperatures up to 130°C & dry temperatures up to 240°C.
Making M-CERMAC 403 – ideal for applications where high temperature and abrasion are present or possible chemical contact.
The material can be applied up to 10mm in a single application without shrinking. Normal application method is by plastic applicator tool, trowel, and spatula.
Typical Uses
- Internal Protecting for Pneumatic Pipework
- Wear Resistant lining for Glass Processing Equipment
- Wear Resistant Lining for Dryers, Cyclones & Silos
- Create Wear Plates
- Protect Pipe Elbows
- As a filler for lost Ceramic Wear Tiles
Application Guide
- All oil and grease must be removed from the surface using an appropriate cleaner such as MEK or similar type solvent.
- All surfaces must be abrasive blasted to ISO 8501/4 Standard SA2.5 (SSPC SP10/ NACE 2) minimum blast profile of 75 microns using an angular.
- Once blast cleaned, the surface must be degreased and cleaned using MEK or similar type solvent.
- All surfaces must be coated before gingering or oxidation.
- All oil and grease must be removed from the surface using an appropriate cleaner such as MEK.
- All surfaces must be mechanically abraded using handheld grinders to ISO 8501/4 ST3 (SSPC SP3 ST3).
- Once abraded, the surface must be degreased and cleaned using MEK or similar type material.
- All surfaces must be repaired before gingering or oxidation occurs.
Prior to mixing please ensure the following:
- The base component is at a temperature between 15-25°C.
- Do not apply the material when the ambient or substrate temperature is below 10°C or less than 3°C above dew point.
Mixing full units or by part-mixing.
- If mixing the whole unit, please ensure as much of the base and activator is dispensed from the plastic container onto a clean plastic mixing surface.
- Mix using the spatula provided until a uniform material free of any streakiness is achieved while ensuring no unmixed material is left on the spatula or the mixing surface.
- For part mixing, using a spatula place 2 equal measures from the base unit onto a clean plastic mixing surface. Clean the spatula thoroughly and then take 1 equal measure from the Activator unit and place alongside the Base measures. Mix as above.
Use all mixed material within 25 minutes at 20°C.
- The mixed material should be applied directly to the prepared metal surface at a minimum thickness of 3mm using a spatula or applicator tool.
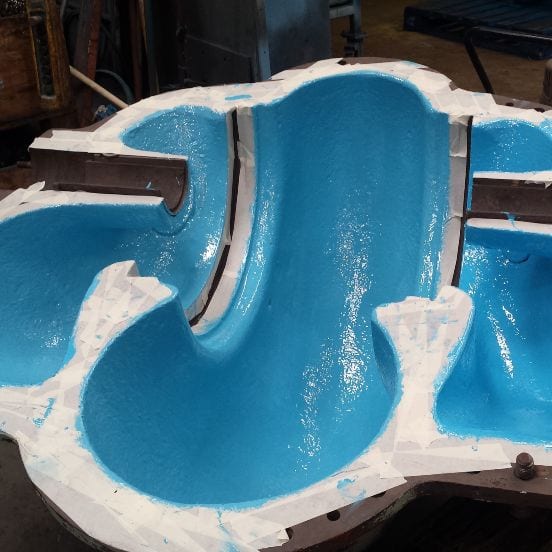
| Appearance | Base Activator Mixed | Grey paste Blue paste Mid grey paste |
| Mixing Ratio | By Weight By Volume | 2:1 2:1 |
| Density | Base Activator Mixed | 2.21 2.26 2.24 |
| Volume Capacity | 2240cc/5kg | |
| Solids Content | 100% | |
| Sag Resistance | Nil at | 10mm |
| Usable Life | 10°C 20°C 30°C | 50 minutes 25 minutes 15 minutes |
| Coverage | 5kg at a nominal thickness of | 0.747m² at 3mm 0.373m² at 6mm |
| Cure Times @ 20°C | Minimum overcoating time Maximum overcoating time Full Cure | 6 hours 12 hours 3 days |
| Storage Life | Unopened and stored in dry conditions (15-30°C) | 5 years |
| Abrasion Resistance | Taber H10 Wheels/1 Kg load | 42mm³ loss/1000 cycles |
| Adhesion Pull-Off | Test to ASTM D4541 on abrasive blasted mild steel with 75 micron profile | 272kg/ cm² (3840psi) |
| Adhesion Tensile Shear | Tested to ASTM D1002 on abrasive blasted mild steel with 75 micron profile | 272kg/ cm² (3840psi) |
| Compressive Strength | Tested to ASTM D 695 | 1046kg/cm² (14880psi) |
| Corrosion Resistance | Tested to ASTM B117 | 1000 hours |
| Flexural Strength | Tested to ASTM D790 | 475kg/cm² (6710psi) |
| Impact Resistance | Tested to ASTM D256 | 22J/m |
| Hardness | Shore D to ASTM D2240 | 89 |
| Heat Resistance | Full immersion resistance water/ hydrocarbon immersion to 130°C Dry heat resistance Tested to ASTM D2485 | Pass (no blisters) Pass 240°C |
| Chemical Resistance | The product resists attack by a wide variety of inorganic acids, alkalis, salts and organic media. |